

Ø説明:
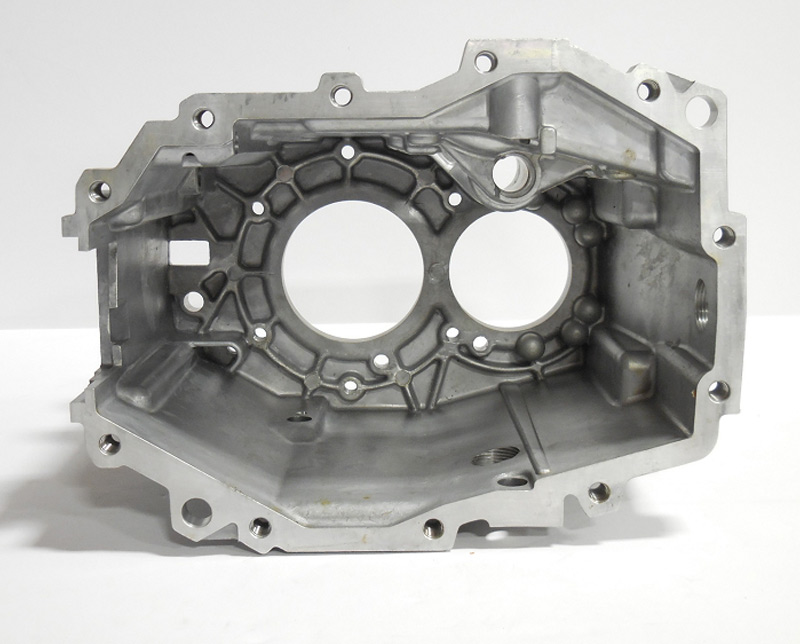
媒体の作用によりアルミニウム合金ダイカストによって発生する腐食生成物は、アルミニウム合金ダイカストの表面を密接に覆うフィルムの層を形成し、そしてアルミニウム合金ダイカストの表面状態を変えました、 アルミニウム合金ダイカスト部品の電極電位は、正の方向に大きく変化し、耐食性の受動状態になります。

Ø利点:
パッシベーション処理後、部品の厚さを増やさず、色を変えるという特徴があり、製品の精度と付加価値が向上し、操作がより便利になります。
パッシベーションプロセスは非反応性状態で行われるためです。 パッシベーション剤は繰り返し追加して使用することができるので、寿命はコストがより経済的です。
パッシベーションアルミニウム合金ダイカストの表面に形成された酸素分子構造パッシベーションフィルムを促進し、フィルム層は高密度であり、性能は安定している、そしてそれは同时に空気の自己修复効果をもたらします。 したがって、従来の防錆オイル法と比較して、パッシベーション化学処理によって形成されるパッシベーションフィルムはより安定しており、耐腐食性があります。
Øプロセス:
最初のプロセス: 前脱脂-主な減少-水すすぎ-ホワイトニングとスケール除去-超音波洗浄-水すすぎ-活性化-水すすぎ-水すすぎ-パッシベーション-水すすぎ-水すすぎ-水すすぎ-乾燥を使用します。 これは比較的完全なプロセスであり、さまざまなパッシベーション環境やアルミニウム合金製品に広く適しています。
2番目のプロセス: 脱脂-水すすぎ-水すすぎ-活性化-ウォーターリンス-ウォーターリンス-パッシベーション-ウォーターリンス-ウォーターリンス-ドライ。 それはアルミニウム合金研磨后のプロセスフローです。
3番目のプロセス: 脱脂-水すすぎ-水すすぎ-パッシベーション-水すすぎ-水すすぎ-乾燥。 鋳造部品が機械的に研磨されている場合、フィルムの色は自然である必要があり、耐食性は高くありません。 例えば、中性塩スプレーテストは約48-72時間を必要とし、この単純化されたプロセスを試すことができます。
4番目のプロセス: 脱脂-水すすぎ-パッシベーション-水すすぎ-ドライIng。 鋳造部品よく排水し、パート構造は比較的単純で、プロセスフローを合理化することができます。

 NO.38 Duanzhou 3rd Road, Zhaoqing(526060),広東,中国
NO.38 Duanzhou 3rd Road, Zhaoqing(526060),広東,中国